
The additive manufacturing of plastics has already established itself as a serious alternative to conventional production processes in many branches of industry. In addition to high design flexibility and the possibility of fast iteration cycles for product development, 3D printing offers great potential for the integration of entire assemblies. For customers, this opens up potential savings in labor-intensive assembly by mapping the assembly within a complex, additively manufactured individual component.
Fused deposition modeling (FDM) - also often referred to as fused filament fabrication (FFF) - is a widely used 3D printing technology in which filaments are heated and extruded using a nozzle. The melted materials are deposited in layers on a platform to create the desired component. As this method was developed more than 35 years ago and the process itself is technologically established, new developments are largely limited to expanding the range of materials and increasing the strength of 3D-printed products.
Challenges of FDM printing of plastics
Materials such as CFRP and GFRP are already being used successfully as standard in the 3D printing of plastics. The materials obtain their high-strength properties through the introduction of carbon or glass fibers or, in some printing technologies, continuous carbon fibers. However, the resulting increases in strength are only effective within the individual layers (X and Y orientation). Due to the manufacturing process of FDM printing, strengths in the Z direction are significantly lower. The new, melted layer is applied to an already cooled, underlying layer. Although the two layers adhere to each other, they do not bond at an atomic level to form a monolithic body. This problem is exacerbated in the 3D printing of PTFE, as it has low wettability and static friction. This results in predetermined breaking points between the layers due to highly anisotropic strengths in the component, which limits possible applications.
The activation of plastic surfaces using plasma is a well-developed technology that has been tried and tested for decades. On an industrial scale, this is done, for example, during the production of textiles, nonwovens, membranes and films. Plasma treatment of polymer materials improves both the wettability and the mechanical and antistatic properties of the end products. When printing plastic packaging, the plasma ensures that colored imprints have the necessary adhesive properties. Here, covalent bonds on the surface of the thermoplastic are broken by means of plasma and released as OH-, NH2-or NH groups. These functional groups enable the printed layers to be bonded at an atomic level. This process is now to be transferred to FDM 3D printing. The latest research results confirm that plasma treatment of printed layers brings the desired benefits [1].
Development of a 3D-printed plasma nozzle for "in situ" plasma treatment
In cooperation with a renowned German institute, a ceramic nozzle made of high-purity aluminum oxide (Al2O3) was developed to test the application of plasma on various materials. The basic body of the plasma nozzle was manufactured at Hilgenberg Ceramics using ceramic 3D printing. As part of the project, various geometries were tested to iteratively optimize plasma generation. Plastic nozzles were also tested but rejected as their dielectric properties are lost over time. The reason for this is the formation of a conductive graphite layer on the surface of the nozzle outlet due to the effect of plasma. Al2O3 does not form layers due to its inert properties and therefore guarantees long-term dielectric properties.
The developed plasma nozzle is mounted parallel to the FDM nozzle and scans the surface with a plasma jet after each printed layer. In order to facilitate integration into existing FDM systems, miniaturization of the nozzle was an important requirement. As can be seen in the cover picture, the nozzle has dimensions of approx. 40 x 20 x 10 mm.
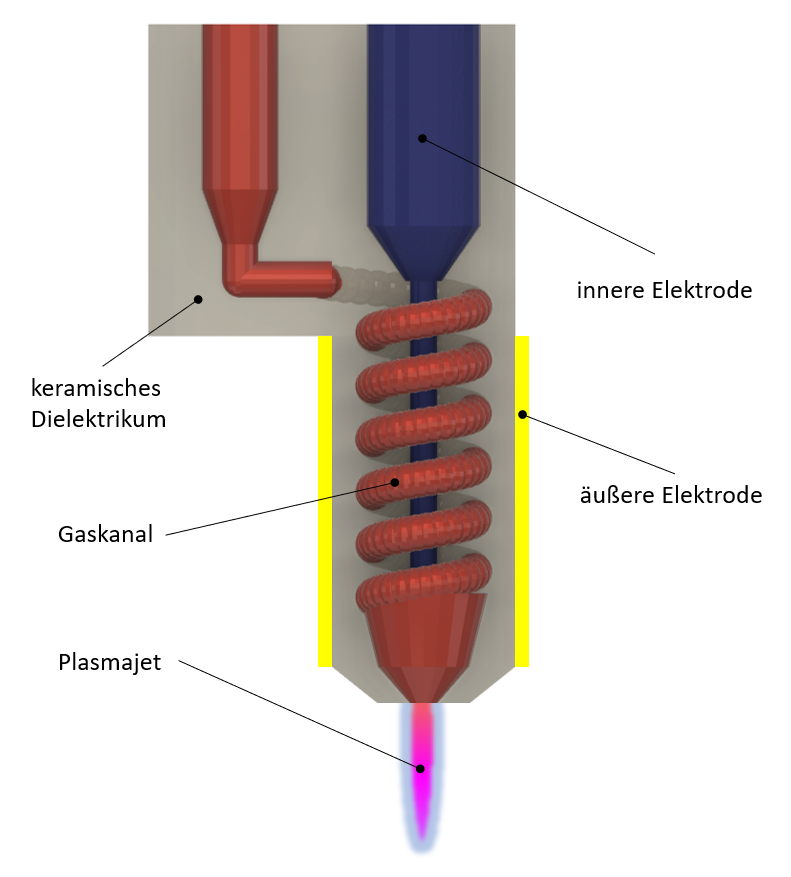
The nozzle geometry is designed so that the ceramic acts as a dielectric. The outside of the nozzle is metallized with copper and thus forms the outer electrode. A second electrode is inserted into the inside of the nozzle and a high-frequency, high-voltage electric field is created between the two electrodes. This field is used to ionize the gas flowing through and generate plasma.
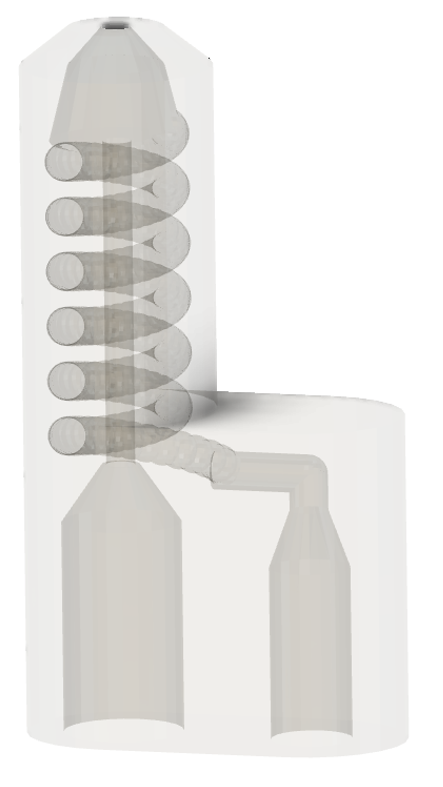
Several nozzle geometries were tested as part of the project. The corresponding sectional view shows very clearly that 3D printing allows absolute design freedom for the development of new components. Such a complex inner contour can only be produced additively and is therefore optimally designed for ceramic 3D printing. A patent application is currently pending for the product described.
Fields of application for the new nozzle technology
In addition to activating individual layers for adhesion purposes in FDM printing, the plasma nozzle can also be used for other purposes, depending on the energy dose and gas used:
- Cleaning of contaminated surfaces for the application of adhesives, paints and PVD coatings
- Sterilization of the surface, especially for medical applications
- Etching and roughening of fiber-filled filaments for subsequent surface activation
- Deposition of layers for controlled adhesion properties in recycling
The ceramic plasma nozzle has a significantly longer service life and the use of 3D printing as a manufacturing process enables the nozzle geometry to be optimized and miniaturized. The developed nozzle could also be of interest for the production of functionalized surfaces in other fields of application. These include the semiconductor industry, sensor and actuator technology as well as the production of digital displays.
[1] Tait D. McLouth et al. "Enhancement of FDM ULTEM® 9085 bond strength via atmospheric
plasma treatment" Journal of Manufacturing Processes 66 (2021) 179-188
Under www.hilgenberg-ceramics.de/news/ we regularly present applications for ceramic 3D printing. If you have any questions, you can contact us at any time by e-mail or telephone. Challenge us!
{kind=link}
{kind=link}
{kind=link}
{kind=link}